







欢迎来到每周一准时8点相约的IPFM纸塑课堂,纸浆模塑是利用模具将纸浆塑造成型的产品,因此,模具的制作和设计作纸浆模塑制品的关键。

利用纸浆模塑生产一次性快餐具,由于制品只有盒、碗和盘子,形状比较简单,有一定的通用性。纸浆模塑用在工业内包装上和其他方面时,制品都比较大,形状非常复杂,而且一款一式都是“对号入座”,没有通用性,模具设计制造就要伴随始终。对于纸浆模塑模具你了解多少呢?随IPFM一起来解密吧。
01
纸浆模塑模具分类
定形模具结构包括凸模、凹模、网模和加热元件,附有网模的凸或凹模上有排水排气孔,工作时湿纸坯在定形模内首先受到挤压,有20%的水被压榨排出,此时湿纸坯内含水为50-55%使湿纸坯在模内受热后余下来的水被汽化排除,湿纸坯被压榨烘干定形后形成制品。
IPFM自2020年
已坚持800多天持续收集全球纸塑商用案例


02
纸浆模塑模具设计
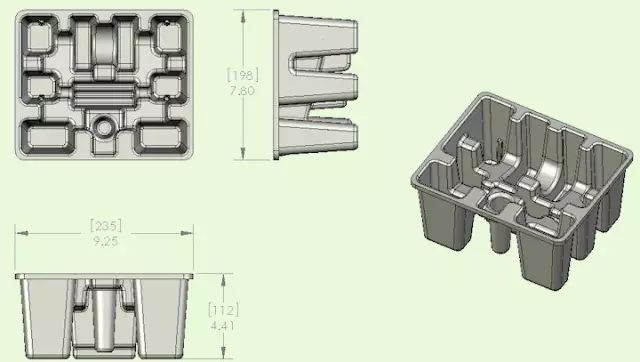
纸浆模塑制品成形工艺特点决定了同一个制品只能有一个厚度,为了适应功能要求,在调整强度和缓冲性时可利用形腔和立筋,模具形腔可以增加制品整体的弹性和柔性,立筋可增加制品强度和刚性。在比较大的平面,承载能力要求高时,可以将此处设计成瓦楞形或蜂窝形。
●工艺性结构
由于纸浆模塑制品成形初期是个湿纸坯,在生产过程中,水要逐步析出,制品形状、位置和尺寸都会发生较大变化,在制品的同一个平面、同一个方向的不同位置,制品的收缩总量不同,这时制品就要发生翘曲或扭转变形。为了调整这种变形,只有采取结构形状进行平衡。这种用来调整收缩变形的结构形状称作制品的工艺性结构。
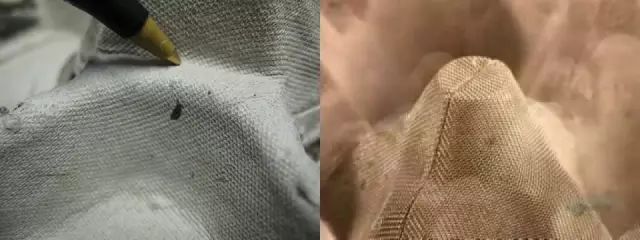
脱模斜度,纸浆模塑制品在成形过程中,湿纸坯紧扣在模具上,而且纸浆纤维还会镶嵌在网模的网孔中,为了便于使湿纸坯转移,与脱模方向平行的制品表面都应该有个合理的脱模斜度。斜度过小则脱模困难,会造成制品表面拉痕或破裂;斜度过大将降低制品尺寸精度,影响包装功能。
制品壁厚,根据使用条件和浆料种类来确定制品壁厚,壁厚是影响制品强度的重要因素。制品壁厚的增加不单纯是增加原材料消耗,而且在吸附成形时壁厚决定了生产效率,增加壁厚还会增加烘干能耗和使制品产生凹陷、缩孔和夹心等质量缺陷。所以在满足制品强度情况下应尽量降低壁厚。在采用吸附成形时壁厚范围在0.5-6mm之间,在采用压制成形时壁厚在3-20mm之间。
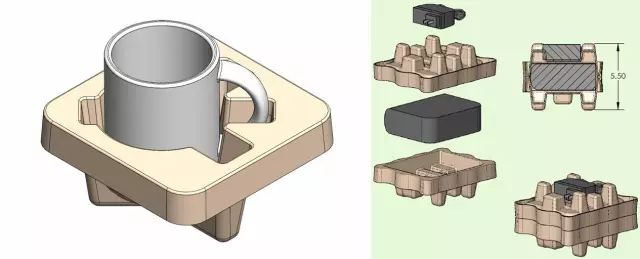
过渡圆角,纸浆模塑制品的内外表面转角处、立筋与主体联接处和立筋的终端都必须用圆角过渡,避免直棱直角。圆角过渡有利于模具制造和附网,有利于湿纸坯转移时脱模,有利于浆料在吸附成形时的流动,有利于减小应力集中。
来IPFM2024佛山展
把握行业商机 收获品牌订单
扫码参展 锁定黄金展位





 沪公网安备 31010702006282号
沪公网安备 31010702006282号


 展位申请
展位申请 我要参观
我要参观
 展位申请
展位申请 我要参观
我要参观